
Projet inspirant : Installation photovoltaïque + batterie en off-grid à la Ferme Vanguestaine-Mortehan, un modèle d'innovation durable pour un élevage caprin en agriculture biologique

La famille Vanguestaine-Mortehan, installée à Ferrières, exploite une ferme qui passe à l’agriculture biologique en 1998, avec une production laitière bovine. Le lait est principalement vendu à une fromagerie de la région, située à quelques kilomètres, à Werbomont.
En 2006, lors de la reprise de l’exploitation par le fils et la belle-fille, le système et la conjoncture poussent, comme souvent, à augmenter la production. Mais la crise du lait de 2009 efface les marges, et met à mal le modèle. En 2012, la famille fait alors le pari d’une reconversion vers la filière caprine.
Avec un troupeau de 500 chèvres, la ferme produit aujourd’hui environ 400 000 litres de lait par an, fournis à divers fromagers wallons (petits, moyens et grands transformateurs réputés).
Afin de garantir une qualité fromagère optimale, la famille s’inspire d’une technique de séchage du foin utilisée en Autriche, en Suisse et en France pour les productions AOC/AOP. Ce système leur permet de nourrir le troupeau toute l’année sans recourir à des fourrages fermentés comme l’ensilage ou le préfané, ceci diminue fortement le risque de contamination butyrique.
Les butyriques (bactéries de type Clostridium) sont naturellement présentes dans le sol. Lorsqu’elles sont défavorisées, elles se mettent en dormance sous forme de spores, capables ainsi de survivre plusieurs années et de résister aux traitements thermiques. Dès que les conditions redeviennent favorables (absence d’oxygène, chaleur, pH > 4,5), elles se réactivent et se multiplient très vite.
Les clostridies produisent alors d'importantes quantités de gaz et d'acide butyrique dans les fromages, provoquant gonflements, trous et fissures inesthétiques. L’acide butyrique modifie aussi le goût, le rendant acide et piquant. Ces fromages deviennent généralement non commercialisables, à l’exception notable du parmesan, qui tolère une teneur relativement élevée en acide butyrique.
En réaction, la famille investit dans un séchoir à foin en 2020, ce qui permet aussi à l’exploitation de produire 100 % de l’alimentation de son troupeau, en cultivant son propre foin, ses céréales (Triticale, épautre, avoine, orge), ses légumineuses (pois, féveroles, vesces) et même des oléagineux comme le tournesol.
Cet investissement est à la fois un gage de qualité pour le lait, mais aussi une protection contre les fluctuations du marché de l’alimentation animale, particulièrement instables dans le Bio.
En mai 2025, Ingrid et Marc franchissent une nouvelle étape : ils décident de se passer entièrement d’énergie fossile, en mettant en place un système énergétique off-grid combinant panneaux photovoltaïques et batterie de stockage.
L’ancien groupe électrogène, autrefois indispensable pour alimenter le séchoir, faute de réseau électrique dans cette zone isolée, est désormais utilisé uniquement comme système de secours.
La Ferme Vanguestaine-Mortehan est un bel exemple de transition réussie : à la fois enracinée dans une tradition agricole locale et engagée dans une démarche écologique et résiliente.
Le contexte énergétique avant l'installation des panneaux photovoltaïques
Avant l'installation des panneaux photovoltaïques, la ferme utilisait des tôles noires sur la toiture pour capter la chaleur du soleil nécessaire au séchage du foin.
Ces tôles permettaient de maintenir une température élevée sous la toiture, utile pour le processus de séchage.
Un ventilateur de 75 kW, placé au point le plus bas, est contrôlé par un variateur de vitesse selon les besoins et les données transmises par les sondes (température, humidité). Il aspirait l’air de la pièce ainsi que l’air situé sous la toiture, grâce à deux ouvertures en toiture, appelée « jalousie ».
L’air chaud de la sous-toiture était ainsi aspiré via la première jalousie, puis poussé dans les gaines de ventilation, à l’aide d’un système de volets orientables permettant de diriger le flux vers l’une ou l’autre cellule de séchage.

L’installation possède trois grandes cellules pour le séchage du foin (200 m2), ainsi que deux cellules de séchage multiproduits (foin, céréales, bois, plaquettes, tournesol, etc.).

Si la sonde d’humidité indique que l’air provenant de la sous-toiture est trop humide, il est alors aspiré par une autre trappe située en toiture, qui donne accès à un déshumidificateur. Ce dernier permet à l’air de se décharger de son humidité avant d’être propulsé sous les cellules de stockage.
Si les conditions sont encore moins favorables (par exemple, lors d’une nuit fraîche), une troisième jalousie s’ouvre, tandis que les deux autres, connectées à la toiture, restent fermées. L’air circule alors en circuit fermé, ce qui permet de réchauffer progressivement l’air intérieur du bâtiment.
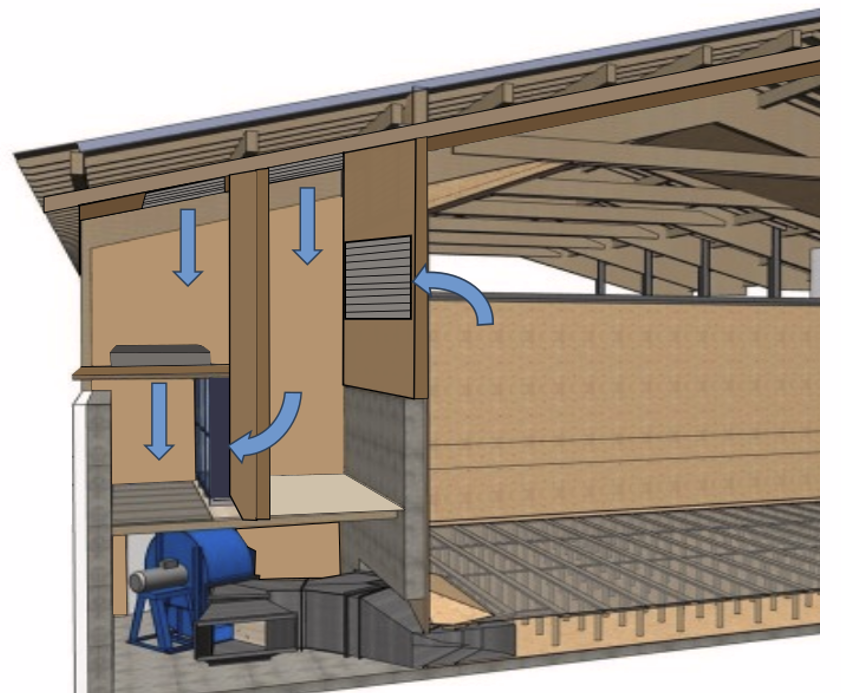
Le déshumidificateur crée un front froid, où l’air chaud et humide se condense. Mais il génère également un front chaud environ un mètre plus loin, à la sortie. À cet endroit, on peut récupérer jusqu’à 10 °C, ce qui permet, même lors de journées où il fait 15 °C à l’extérieur, d’atteindre rapidement 30 °C dans le séchoir.

(Modèle plus petit que celui présent sur le site de Ferrières)
L’automate gère le fonctionnement du séchoir, mais il peut aussi fonctionner en mode manuel. On peut alors forcer la prise d’air depuis la toiture, afin de limiter la consommation électrique notamment lorsque la production photovoltaïque est insuffisante, par temps couvert par exemple.
En effet, le déshumidificateur consomme à lui seul 90 kW. A plein régime, la consommation totale de l’installation atteint environ 165 kW, sans compter l’éclairage et la consommation courante de la ferme.
(Plus d’info ici : https://www.heutrocknung.com/fr/home )
La transition au photovoltaïque et stockage
L’option photovoltaïque s’est rapidement imposée comme une alternative intéressante, bien qu’elle posait un défi technique de taille : comment continuer à utiliser la chaleur produite en toiture tout en assurant une étanchéité à l’air et à l’eau ?
Un montage classique (panneaux PV posés sur tôle) aurait entraîné une perte des calories gratuites accumulées sous la toiture.
La solution a été trouvée dans le sud de la France, auprès de la société Mecosun, qui propose un système permettant d’installer des panneaux photovoltaïques directement sur une charpente nue, à l’aide de rails drainants. A cela s'ajoute une couche en OSB sous les panneaux photovoltaïque laissant un espace d'environ trente centimètres qui forme un caisson sous la toiture entre les plaques d'OSB et les panneaux. La chaleur y est stockée avant d'être utilisée par le séchoir. Ce système garantit à la fois la production d’électricité et le maintien de la chaleur sous toiture. Mieux encore : la chaleur est renforcée par la production thermique des panneaux en fonctionnement.
Les panneaux photovoltaïques installés sur la toiture de la ferme peuvent atteindre des températures allant jusqu’à 70 °C en plein soleil. Le tirage d’air sous toiture refroidit les panneaux (améliorant leur rendement en réduisant leur température de fonctionnement) tout en diminuant l’humidité dans le séchoir.
Les panneaux photovoltaïques contribuent donc à améliorer la configuration et les performances globales du séchoir.
(Plus d’info ici : https://www.mecosun.fr/ )
Un foin à haute qualité nutritionnelle
Le séchage du foin est un processus délicat, particulièrement dans un élevage caprin en agriculture biologique. Le foin doit être récolté jeune pour préserver sa qualité nutritionnelle.
L’alimentation des chèvres repose exclusivement sur du foin de haute qualité et sur des mélanges céréales-légumineuses produites par l’exploitation.
Pour conserver les qualités nutritionnelles de l’herbe, il est essentiel de rentrer rapidement la récolte au séchoir. Le séchage traditionnel en plein champ nécessite un fanage fréquent (retournement du foin), ce qui entraîne la perte de nombreux nutriments (par brisure des feuilles) et une dégradation par les UV.
Ici, après la fauche, l’herbe est laissée au champ au maximum 48 à 72 heures, puis pirouettée (retournée) 1 à 2 fois afin d’obtenir un préfanage le plus homogène possible.
Les premiers pourcentages d’humidité sont naturellement éliminés grâce à l’exposition au soleil. En respectant ce délai, les UV n’ont pas encore le temps d’altérer la qualité de l’herbe, et les feuilles, plus riches que les tiges, sont conservées.
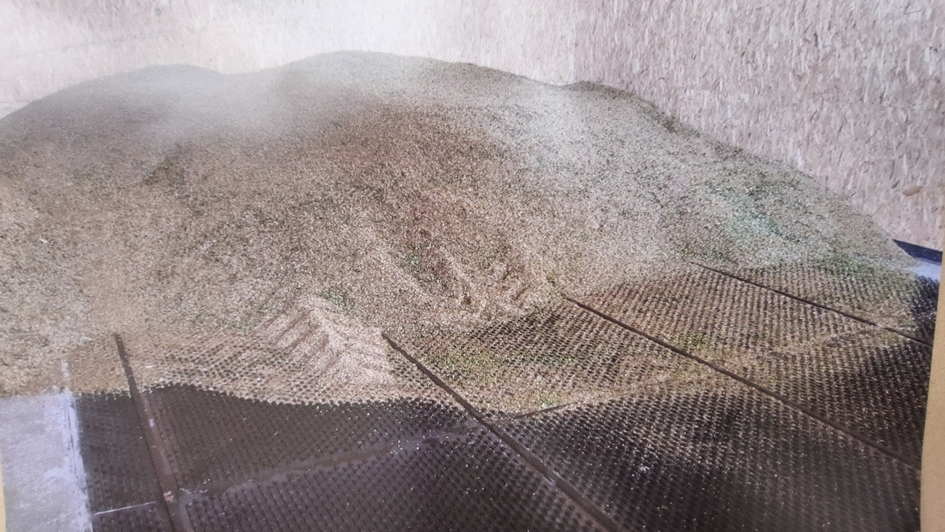
Ensuite, on forme des andains (bandes de foin alignées au sol) ramassée à l’aide d’une autochargeuse. Ce travail est assuré par des entrepreneurs agricoles, qui viennent ensuite décharger l’herbe dans le couloir du séchoir.
Grâce à une grue suspendue, l’herbe est répartie dans les différentes cellules, pour que le séchage se poursuive dans les meilleures conditions possibles.
Sous les cellules à foin, une structure en bois a été aménagée. Le sol a été isolé avec de la mousse polyuréthane (PU) pour éviter toute déperdition thermique, et de simples paillasses à béton y sont posées.
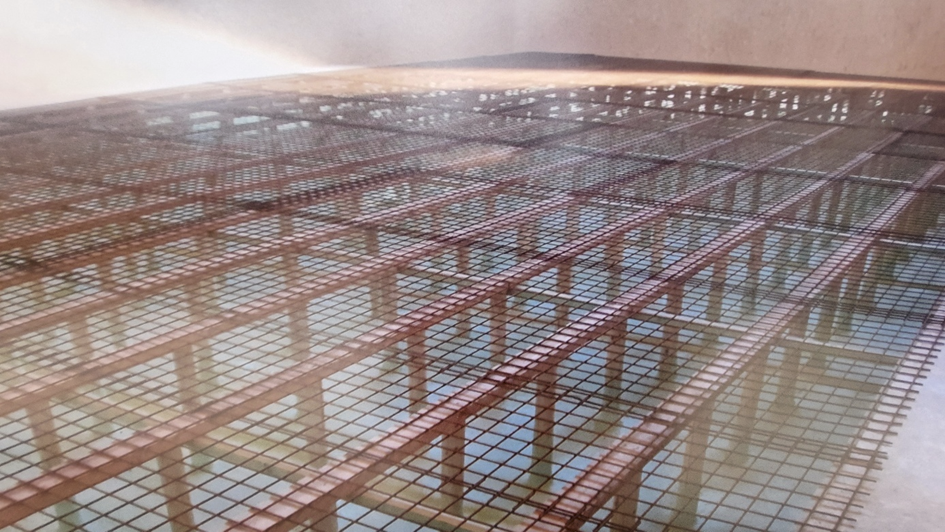
Deux autres cellules sont équipées de tôles à pontets embouties, qui laissent passer l’air. Elles sont posées sur une structure en poutrelles permettant à un camion de reculer dessus pour décharger et recharger la marchandise une fois séchée.
À côté du foin, sont également stockées des céréales entières. Une fois par mois, un camion-moulin, venu du Luxembourg, réalise le mélange à la demande et aplatit les grains, afin qu’ils soient prêts à être consommés par les chèvres.

Un investissement global de 850 000€ en 2020 pour le séchoir (aide PAC 126 000€).
Autoconsommation et production d’énergie
Avant l'installation des panneaux photovoltaïques, la consommation annuelle de la ferme s’élevait à environ 60 000 kWh, auxquels s’ajoutaient quelque 85 000 kWh nécessaires au séchage du foin. Le système photovoltaïque a permis à l’exploitation de réduire considérablement sa dépendance au réseau électrique et aux énergies fossiles.
Aujourd’hui, la ferme est équipée de 375 kWc de panneaux photovoltaïques (soit 750 panneaux de 500 W), de 400 kVA d’onduleurs ( 10 de 40 ) et d’une batterie de stockage d’une capacité de 1,14 MWh.

L’installateur a volontairement surdimensionné les onduleurs, car le système fonctionne en mode off-grid (hors réseau) et doit être capable de fournir instantanément la puissance nécessaire. Il est essentiel de pouvoir répondre aux pics de consommation électrique.
Les batteries et les panneaux solaires ont donc été couplés à des onduleurs de forte puissance. En cas de forte sollicitation, le système peut ainsi combiner l’énergie produite en temps réel par les panneaux et celle stockée dans les batteries, afin de répondre efficacement à la demande.
L’installation est équipée de batteries lithium fer phosphate (LiFePO₄ ou LFP) de 280 Ah et 50 V. Ce type de batterie est de plus en plus utilisé dans les systèmes off-grid en raison de sa durée de vie élevée, estimée entre 15 et 17 ans, avec un nombre de 6000 à 8000 cycles de charge/décharge.
Les batteries sont composées de groupes de cellules (de 3,3 V) qui sont mis en série, avec des regroupements parallèles pour atteindre les 51,2 V.
Huit batteries sont mises en série (le + d’une batterie est connecté au − de la suivante) pour former une tour de 410 V et de 280 Ah (Monter en tension permet de ne pas avoir de trop grosses sections de câble au niveau des batteries).
Une tour, c’est une capacité de 114 kWh (410 × 280). Il y en a 10, pour un total de 1,14 MWh.
Chaque tour est reliée à son onduleur, eux-mêmes branchés en parallèle les uns avec les autres.
On obtient un courant total de 577 A pour une puissance apparente de 400 kVA (Puissance apparente = √3 × U × I = √3 × 400 × 577 = 400 kVA).
L’installation est en triphasé, avec des câbles de 300 mm² par phase.
Le système utilise le groupe électrogène de 400 kVA en cas de manque de production photovoltaïque, mais celui-ci est utilisé en dernier recours.
En cas de surproduction de l’installation solaire, au lieu d’utiliser les quatre entrées MPPT (suivi du point de puissance maximale) de l’onduleur, une seule entrée reste active, tandis que les autres sont mises à l’arrêt (en circuits ouverts).
Contrairement à certains onduleurs qui ventilent ou s’auto-consomment pour dissiper le surplus d’énergie, ici, la production des panneaux est simplement freinée.


(Plus d’info : https://www.bsolarsystem.com/installations-agricole )
L'objectif principal de la ferme est d'assurer son autoconsommation. Les batteries permettent de gérer la consommation de manière optimale, avec un contrôle précis de la production et de l’utilisation de l’énergie à travers une application mobile dédiée.
Optimisation de l’utilisation de l’énergie et retour sur investissement
L'installation des panneaux photovoltaïques et du système de batterie a permis à la ferme de réaliser d'importantes économies de carbone. Avant l’installation, la ferme consommait environ 40 000 litres de mazout par an. Aujourd'hui, cette consommation a été réduite à 500 litres, tout en garantissant une autonomie énergétique complète. Marc avait fait une demande au GRD, qui réclamait 160 000 € pour le raccordement de son séchoir au réseau, près de la moitié du prix de la batterie.
L’investissement global s’élève à 700 000 € (PV, batterie, borne et régulation), dont 122 000 € d’aide pour les panneaux photovoltaïques (aide agricole de la PAC). L’installation étant hors réseau, elle ne peut bénéficier de certificats verts.
Le retour sur investissement du système photovoltaïque est estimé à 8,5 ans, en se basant uniquement sur l’autoconsommation, avec un LCOE (coût moyen de production d’1 kWh) estimé à 0,08 €/kWh, selon l’installateur.
Si l’on fait une estimation rapide du coût par kWh produit sur 17 ans, on obtient, selon nos calculs, dans le meilleur des cas, un LCOE de 0,10 €/kWh :
(700 000 € − 100 000 € d’aide PAC) / (327 000 × 17) = 0,10 €/kWh.
En utilisant notre logiciel DIMCE, nous estimons :
- une autosuffisance de l’installation PV + batterie à 90 %,
- et une autoconsommation à 37 %.
Selon l’installateur, le potentiel de production photovoltaïque (estimé à 327 000 kWh/an) offre encore des marges d’optimisation économique. En développant l’activité de séchage pour des tiers, ou en valorisant la borne de recharge rapide de 90 kW en la mettant à disposition de citoyens, la ferme pourrait accélérer son retour sur investissement.

Borne déjà reprise ici : https://map.electromaps.com/fr/ ou ici : https://fr.chargemap.com/cities/ferrieres-BE (attention la borne n’est pas compatible avec les voitures hybrides).

Défis et adaptations de la gestion énergétique
Bien que le système fonctionne efficacement, il a été nécessaire d’adapter les pratiques de séchage du foin afin d’optimiser l’usage de l’énergie disponible. Auparavant, le séchage s’effectuait en continu pendant 48 heures. Désormais, avec l’intégration de la batterie, il est essentiel de surveiller la production solaire et le niveau de charge pour ajuster la consommation en temps réel.
Le séchage se fait donc de manière plus intermittente, avec des phases de pause régulières qui permettent de mieux aligner les besoins en énergie avec la production photovoltaïque.
Cette méthode s’avère non seulement plus économique, mais aussi plus efficace sur le plan agronomique, car les pauses faciliteraient la migration de l’humidité vers l’extérieur des plantes, améliorant ainsi la qualité du séchage.
Conclusion
Le projet photovoltaïque, couplé à un système de batteries, à la Ferme Vanguestaine-Mortehan constitue un exemple concret d’agriculture durable et d’autonomie énergétique. Grâce à cette installation, la ferme a non seulement réduit significativement son empreinte carbone, mais a également renforcé le contrôle de ses coûts de production, tout en assurant un fourrage de haute qualité pour ses 500 chèvres alpines.
En somme, ce projet illustre parfaitement l’engagement d’une famille d’agriculteurs à conjuguer innovation, durabilité, qualité et indépendance énergétique.
Nous remercions chaleureusement la famille Vanguestaine-Mortehan pour son accueil et pour avoir accepté de partager avec nous leur expertise et leur savoir-faire.
Et si vous profitiez d’une balade à Ferrière, ce village paisible au cœur de la nature, pour recharger votre voiture tout en soutenant un modèle agricole exemplaire, résilient et engagé dans la transition énergétique ?